Ei! Como fornecedor de produtos anodizados para champanhe, vi em primeira mão como é crucial compreender os fatores que podem afetar a qualidade da anodização do champanhe. Neste blog, compartilharei alguns insights sobre quais são esses fatores e como eles podem impactar o produto final.
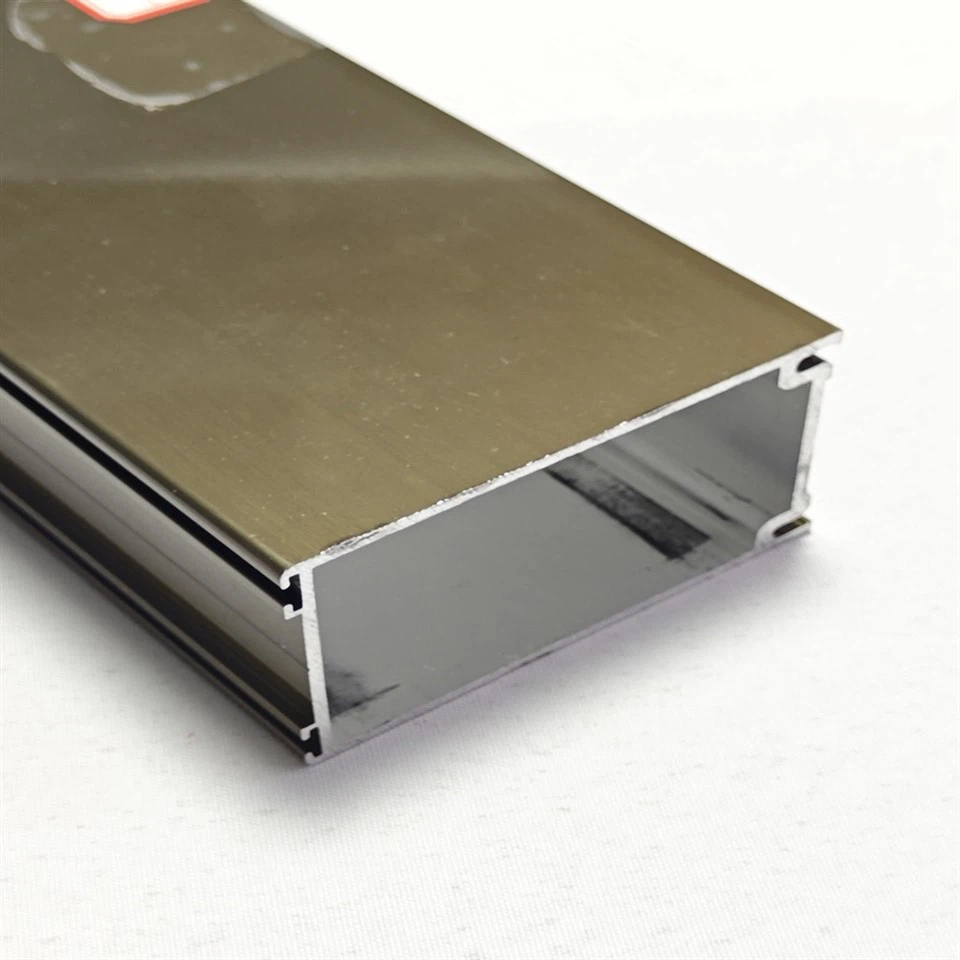
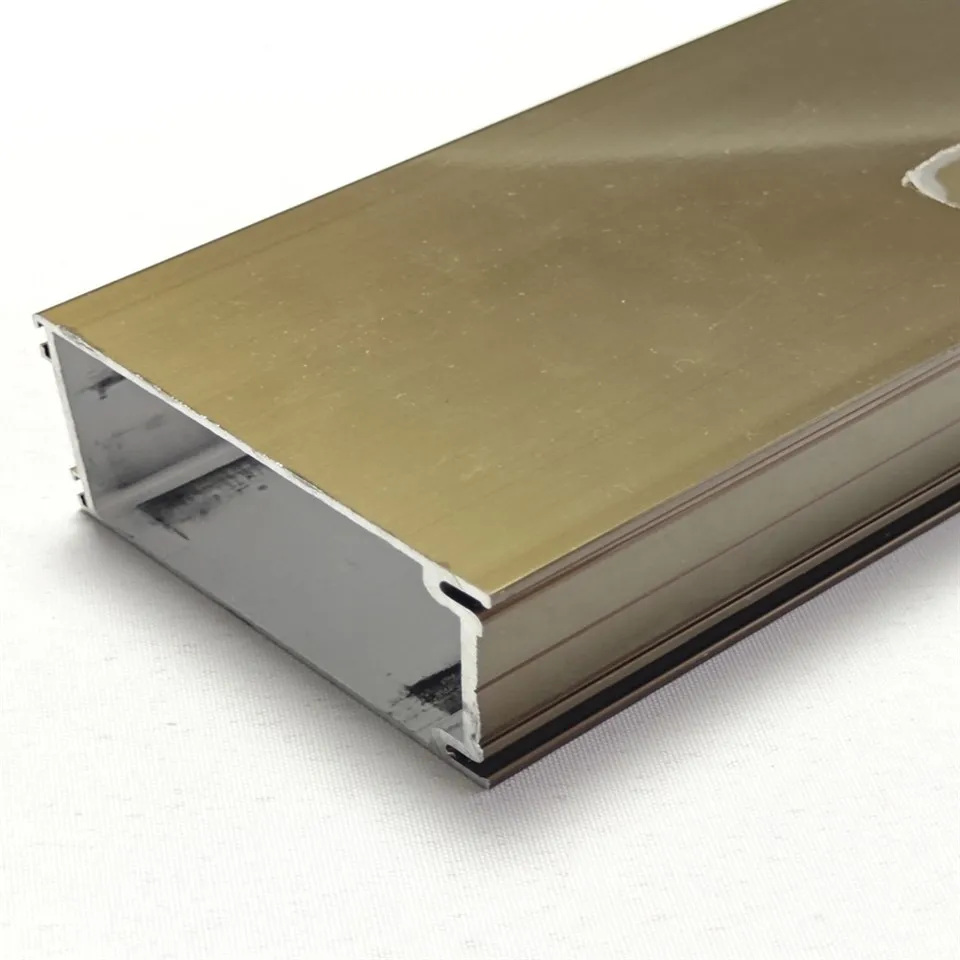
Vamos começar com o básico. A anodização champanhe é um processo de tratamento de superfície que confere ao alumínio um acabamento cor champanhe. É comumente usado em várias aplicações, comoPerfis de anodização de alumínio expulsos de Champagne para janela e porta. Este acabamento não só tem uma ótima aparência, mas também proporciona melhor resistência à corrosão e durabilidade ao alumínio.
1. Composição da liga de alumínio
O tipo de liga de alumínio utilizada é um fator importante. Diferentes ligas têm diferentes composições de elementos como cobre, magnésio, silício e zinco. Estes elementos podem reagir de forma diferente durante o processo de anodização. Por exemplo, ligas com alto teor de cobre podem resultar em uma cor ligeiramente diferente ou em um acabamento menos uniforme. As impurezas na liga também podem causar problemas. Se houver muitas impurezas, elas podem criar manchas irregulares ou descoloração na superfície anodizada. Como fornecedor, sempre nos certificamos de usar ligas de alumínio de alta qualidade para obter o melhor acabamento anodizado champanhe possível.
2. Processo de pré-tratamento
Antes da anodização, o alumínio precisa passar por um processo de pré - tratamento. Isso geralmente inclui limpeza, desengorduramento e ataque químico. A limpeza é essencial para remover qualquer sujeira, óleo ou graxa da superfície. Se esses contaminantes não forem removidos adequadamente, eles podem impedir a formação uniforme da camada de anodização. O desengorduramento é feito para eliminar quaisquer óleos residuais do processo de fabricação. A gravação, por outro lado, ajuda a criar uma superfície rugosa no alumínio, o que permite uma melhor aderência da camada de anodização. Se o pré - tratamento não for feito corretamente, o acabamento anodizado poderá apresentar má aderência e poderá descascar com o tempo.
3. Composição do banho de anodização
A composição do banho de anodização é super importante. O eletrólito mais comum usado na anodização é o ácido sulfúrico, mas outros aditivos podem ser incluídos para obter a cor champanhe. A concentração do ácido e dos aditivos precisa ser cuidadosamente controlada. Se a concentração de ácido for muito alta, pode fazer com que a camada de anodização cresça muito rapidamente, resultando em um acabamento poroso e menos durável. Por outro lado, se a concentração for muito baixa, o processo de anodização pode ser muito lento e a cor pode não se desenvolver adequadamente. A temperatura do banho de anodização também desempenha um papel. Temperaturas mais altas podem acelerar o processo de anodização, mas também podem afetar a cor e a qualidade do acabamento.
4. Tempo de anodização e densidade atual
O tempo que o alumínio passa no banho de anodização e a densidade de corrente aplicada durante o processo são fatores críticos. O tempo de anodização determina a espessura da camada anodizada. Se o tempo de anodização for muito curto, a camada pode ficar muito fina, o que pode levar a uma baixa resistência à corrosão e a uma cor menos vibrante. Se for muito longo, a camada pode ficar muito espessa e pode rachar ou descascar. A densidade de corrente, que é a quantidade de corrente elétrica por unidade de área, também afeta a qualidade do acabamento anodizado. Uma densidade de corrente mais alta pode resultar em uma camada anodizada mais espessa em menos tempo, mas também pode causar crescimento desigual e afetar a cor.
5. Tratamento pós-anodização
Após a anodização, o alumínio geralmente passa por um processo de pós - tratamento. Isto pode incluir a vedação da camada anodizada para melhorar sua resistência à corrosão e durabilidade. A vedação ajuda a fechar os poros da camada anodizada, evitando a entrada de umidade e outros contaminantes. Se a vedação não for feita corretamente, o acabamento anodizado pode ficar mais sujeito à corrosão e manchas. Existem diferentes métodos de vedação, como vedação com água quente e vedação com acetato de níquel, e a escolha do método certo depende dos requisitos específicos do produto.
6. Condições Ambientais
O ambiente em que ocorre o processo de anodização também pode ter impacto. A umidade e a temperatura na instalação de anodização precisam ser controladas. A alta umidade pode causar a formação de gotas de água na superfície do alumínio durante o processo, o que pode interferir na anodização. As temperaturas extremas também podem afetar as reações químicas no banho de anodização e a qualidade geral do acabamento. Além disso, a presença de poeira e outras partículas transportadas pelo ar no ambiente pode contaminar a superfície anodizada.
7. Habilidade e experiência do operador
Por último, mas não menos importante, a competência e a experiência dos operadores são cruciais. A anodização é um processo que requer muita atenção aos detalhes. Os operadores precisam saber controlar todas as variáveis citadas acima, desde o pré-tratamento até o pós-tratamento. Eles precisam ser capazes de ajustar os parâmetros do processo com base nos requisitos específicos de cada lote de alumínio. Um operador qualificado pode identificar e corrigir quaisquer problemas que surjam durante o processo, garantindo um acabamento anodizado champanhe de alta qualidade.
Concluindo, há muitos fatores que podem afetar a qualidade da anodização do champanhe. Como fornecedor, levamos todos esses fatores em consideração para oferecer aos nossos clientes os melhores produtos possíveis. Se você está no mercado de anodização de produtos para champanhe, especialmentePerfis de anodização de alumínio expulsos de Champagne para janela e portae quiser saber mais sobre nossas ofertas, não hesite em entrar em contato. Estamos aqui para discutir suas necessidades e fornecer produtos anodizados de alta qualidade.
Referências
- Manual ASM Volume 5: Engenharia de Superfície (ASM Internacional)
- Tecnologia de anodização de alumínio: princípios e práticas (KE Heine)